垂直输送粉状、粒状及小块状的的散状物料


胶带斗式提升机是我公司在学习和借鉴国内外技术,结合国内生产使用实践,而研制开发的产品。胶带斗式提升机广泛适用于建材、冶金、化工、粮食等行业散状物料的提升工作上。

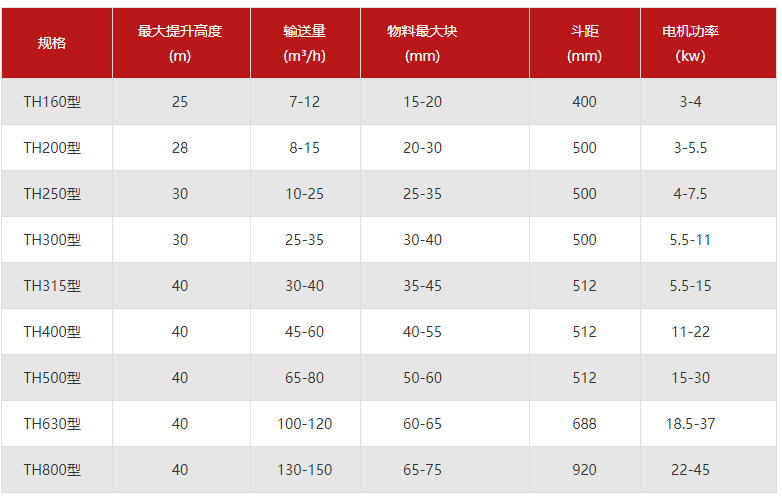
1.提升范围广。胶带斗式提升机可提升各种粉状、粒状和块状(≤30mm)物料,物料温度≤120℃.
2.提升高度高。由于钢丝绳胶带强度大,运行平稳,因此胶带斗式提升机单机提升机高度可达100m。
3.提升能力大。胶带斗式提升机可提升32-686m3/h 。
4.使用寿命长,运行可靠性好。先进的设计原来保证了整机运行的可靠性,高强度的钢丝绳作为牵引部件,保证了提升机长期运行,长期实践证明,本提升机无故障运行时间可达3万小时。
5.耗用功率小。胶带斗式提升机与一般提升机相比节约能耗30%以上。
6.操作维修方便。易损件少,维护费用比一般斗式提升机减少80%以上。
7.结构简单,制造成本低,投资少。
8.密封性好,无环境污染。
9.机械尺寸小。TG系列斗式提升机与同等提示量的其他各类提升机相比这种提升机机械尺寸较小。
斗式提升机由上部区段、中部机壳、下部区段、带料斗的输送带等牵引部件、传动装置和室外检修平台组成。
1.下部区段,由进料口、下部机壳、改向轮组和张紧装置组成。
2.中部机壳(检修),每台一节,用于安装、检修牵引部件。
3.中部机壳(防偏),通常每隔5节中部机壳放置一个。
4.连接板,通常每隔2节中部机壳放置一个。
5.中部机壳(标准),L=2米。
6.连接框,通常每隔5节中部机壳放置一个。
7.中部机壳(非标),L在0.5~2米之间。一般安装在上部区段一或第二节中部机壳处。
8.上部区段,包括上部机壳和传动滚筒组。
9.驱动装置。由电机、垂直轴减速器、液力偶合器、逆止装置、慢动装置组成。传动装置有右1、右2、左1、左2之分,图一为右1装法。
10.室外操作平台。
11.带斗装置。
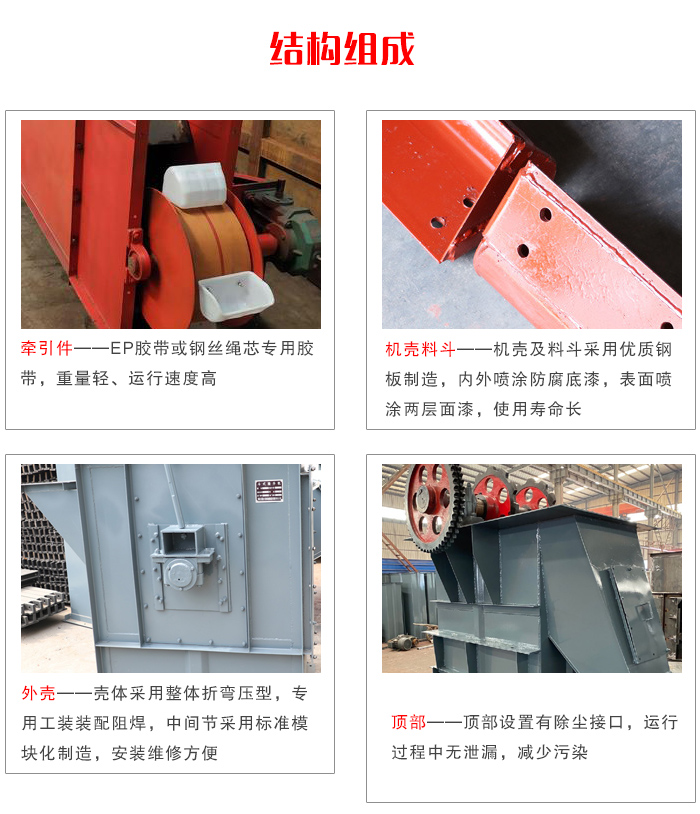
1、运行部件:采用特殊设计,带防撕裂的高强度钢丝绳芯胶带,配以专用的胶带接头和料斗固定件使胶带能长期可靠运行,料斗设计布局合理,并有不同型式排列,确保物料连续提升和卸出。
2、驱动装置:采用直交轴硬齿面的减速机与提升机主轴直联,配液力偶合器,慢速检修电机和逆止器,传动装置结构紧凑合理,实现柔性起动。
3、上部装置:滚筒设计采用自动对中装置,滚筒采用高性能橡胶包胶,使用寿命长,摩擦力大;
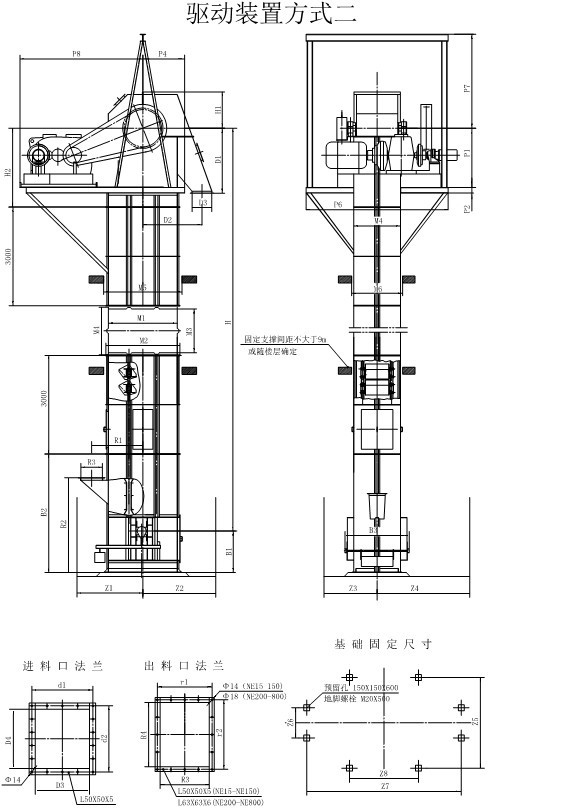
4、中部机壳:采用优化设计机壳,双通道设计,避免相对高速运行的胶带带来的涡流干扰,附设加强角钢。
5、下部装置:采用齿轮齿条张紧装置,同步调节张紧,尾部滚筒采用自动对中设计,并附设皮带防跑偏装置和料位控制仪。
6、保护装置:本机在头、尾部设置有防跑偏装置,在胶带跑偏时可输送信号至中控室,及时切断主电机电源;在提升机的尾部设有料位控制仪及旋转开关。
料斗把物料从下面的储藏中舀起,随着输送带或链提升到顶部,绕过顶轮后向下翻转, 斗式提升机将物料倾入接受槽内。带传动的斗式提升机的传动带一般采用橡胶带,装在下或上面的传动滚筒和上下面的改向滚筒上。
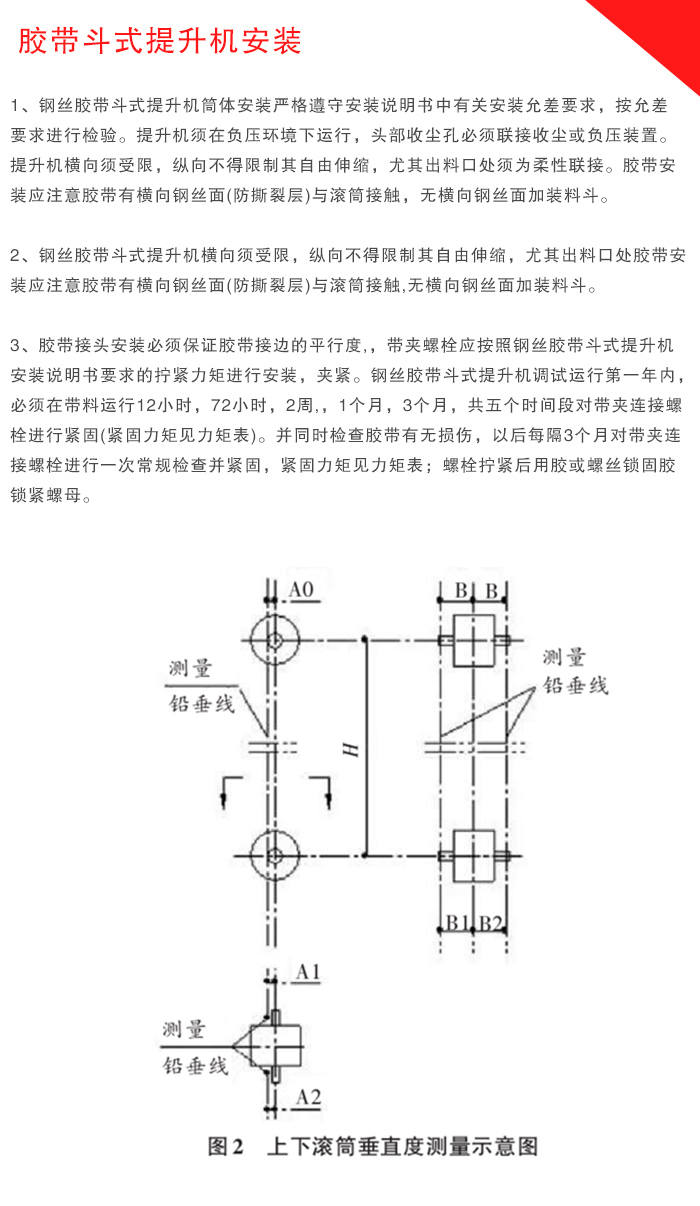
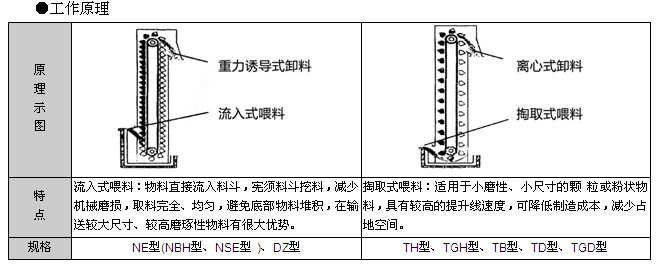
1、钢丝胶带斗式提升机筒体安装严格遵守安装说明书中有关安装允差要求,按允差要求进行检验。提升机须在负压环境下运行,头部收尘孔必须联接收尘或负压装置。提升机横向须受限,纵向不得限制其自由伸缩,尤其出料口处须为柔性联接。胶带安装应注意胶带有横向钢丝面(防撕裂层)与滚筒接触,无横向钢丝面加装料斗。
2、钢丝胶带斗式提升机横向须受限,纵向不得限制其自由伸缩,尤其出料口处胶带安装应注意胶带有横向钢丝面(防撕裂层)与滚筒接触,无横向钢丝面加装料斗。
3、胶带接头安装必须保证胶带接边的平行度,,带夹螺栓应按照钢丝胶带斗式提升机安装说明书要求的拧紧力矩进行安装,夹紧。钢丝胶带斗式提升机调试运行一年内,必须在带料运行12小时,72小时,2周,,1个月,3个月,共五个时间段对带夹连接螺栓进行紧固(紧固力矩见力矩表)。并同时检查胶带有无损伤,以后每隔3个月对带夹连接螺栓进行一次常规检查并紧固,紧固力矩见力矩表;螺栓拧紧后用胶或螺丝锁固胶锁紧螺母。
4、安装料斗前应检验电机转动方向是否正确(检查减速机、慢速电机的通气螺塞是否更换),检验无误后,使用尾部张紧装置把胶带张紧,注意使尾轮保持水平。钢丝绳芯输送带接头的连接是否牢固,对于斗式提升机的安全可靠运行是至关重要的,必须用专用带夹和专用固定螺栓严格按操作要求连接。
料斗安装方式有两种,一是在外部安装,装好后与胶带一起吊入机壳;二是先装胶带,待胶带接头装完后,再在机上装料斗。实际上大多采用第二种方式。料斗用皮带螺钉安装,安装时料斗背部衬垫5mm厚的橡胶衬垫。安装时应将胶带中抗撕裂层(有横向钢丝层)放置在靠头轮一侧,切勿装反。
5、料斗连接螺栓紧固以料斗连接螺栓的大平头平面与胶带表面平齐或沉下去不超过1mm为准;且螺栓头(横线)必须水平。螺栓予紧力参照钢丝胶带斗式提升机安装说明书要求,配重斗安装在带夹的对称位置。紧固周期要求与带夹连接螺栓紧固检查同步进行。
钢丝胶带斗式提升机允许偏差值。
6、机头主轴水平度,方法是松开钢丝胶带斗式提升机机头与平使头轴保持水平,拧紧联接螺栓可用通过机头法兰与平台之间的调整螺栓,使用调整螺栓进行调整调整完毕后,可在调整间隙中加入垫片。调整的最终结果是:头部轴处在水平状态。




